MIL-PRF-23653D
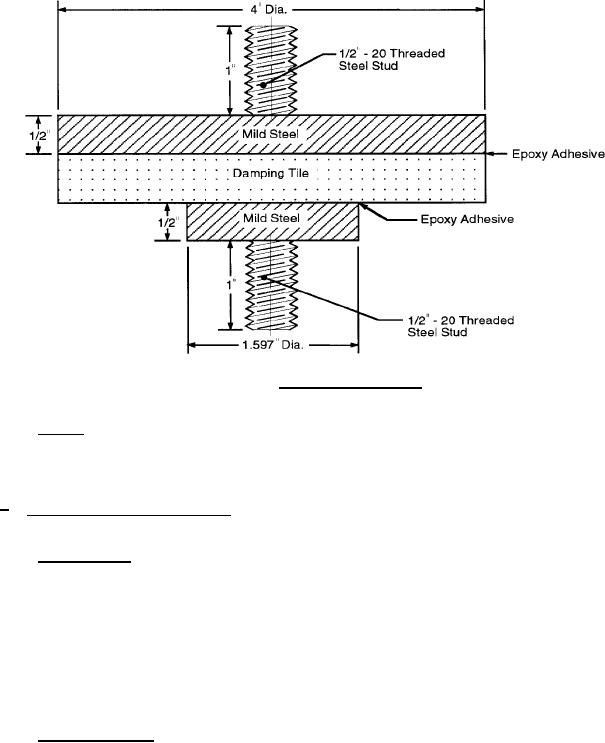
FIGURE 1. Adhesion test specimen.
4.4.5.2 Testing. The testing shall be conducted at 80±9 °F (27±5 °C). The test specimen shall be placed in a
tension testing machine and the force required to separate the small disc from the specimen determined. The rate of
separation of the tension testing machine fixtures shall not exceed 1 inch per minute. The test shall be repeated on
each of the remaining specimens. The results from the three specimens shall be averaged.
4.4.6 Vibration damping characteristics. Vibration damping characteristics shall be determined as specified in
4.4.6.1 Test specimens. The test specimens for determining vibration damping characteristics shall be as
follows:
a.
One flat steel bar,
by 3 by 40 inches.
b.
Three flat steel bars, each by 3 by 40 inches, with strips of damping tile completely covering one 3- by
40-inch face on each bar (the bar from 4.4.6.1.a. may be used after measurement of bare bar damping
characteristics). Starting at one end, three strips of damping tile, nominally 3 by 12 inches, shall be bonded to
each bar followed by a final strip, nominally 3 by 4 inches, applied to the opposite end. The 3-inch edge of
each strip shall be square and butted up against the edges of adjacent strips. The damping tile strips shall be
bonded to the steel bars in accordance with the procedure detailed in 4.4.6.2.
4.4.6.2 Bonding procedure. The damping tile strips (see 4.4.6.1.b) shall be cleaned with PF Degreaser or equal
(see 4.4.5.1.2) and allowed to dry thoroughly in ambient conditions. The face of each steel bar to which damping
tile strips will be applied shall be cleaned with PF Degreaser or equal, then abrasive blasted to SSPC-SP 10 with a 2-
to 4-mil profile and cleaned again with PF Degreaser or equal after blasting. The final degreaser cleaning shall
occur immediately prior to bar assembly. The degreaser shall be allowed to dry completely after each use. A coat
of paint, with a maximum dry film thickness of 3 mils, may be applied to the unbonded surfaces of the steel bars to
protect against corrosion. MIL-A-24456 adhesive shall be mixed in accordance with the manufacturer's instructions
and shall be applied with a notched trowel. The notches in the trowel shall be equilateral triangles 3/16±1/32 inch deep.
The triangles shall intersect each other. The damping tile strips shall be pressed firmly down onto the prepared
surface of the three bars. Adhesive shall not be applied in the seams between the tiles. Excess adhesive shall be
removed from the sides of the tile strips and steel bars. The assembled test specimens shall be allowed to set at
80±9 °F (27±5 °C) for a minimum of 96 hours prior to temperature conditioning for the vibration damping tests.
8
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business