MIL-STD-2199A APPENDIX A
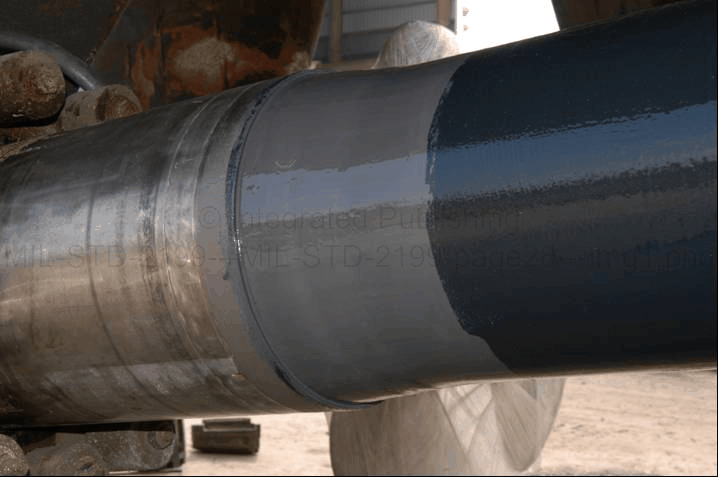
FIGURE A-13. View of gray sealing/fairing compound applied over second layer of elastomeric coating (black).
A.3.2.4 Fourth layer - GRP application. Application of the fiberglass tape and resin on the shaft body area(s)
shall be as follows:
NOTE: Provisions for application of GRP on waterborne propulsion shafting for Navy ships and submarines are identified in 803-2145807. Extreme care shall be taken to keep the glass tape free of dirt, dust and other contaminants. Tape that has been exposed to water, solvents and lubricants is not useable and shall be discarded.
a. Review and observe the safety precautions (see 5.4).
b. Prepare the required quantities of materials (see 5.3.4).
c. Pour or brush mixed resin on top of the shaft as it rotates. It should be noted that the preferred method of application of the covering is to a rotating shaft. Resin drainage is usually not a problem and overall quality is better. Recommended speed of the shaft rotation in revolutions per minute (r/min) shall be determined as follows: when shaft diameter (d) is in inches, 180 divided by d equals r/min. For example, for a 10-inch diameter shaft, the recommended rotational speed would be:
180/10 = 18 r/min
Spread the resin with gloved hands, brush, or roller to completely wet-out the shaft and sleeve surfaces and to provide a resin base to impregnate the first ply of the tape to be applied.
d. To start the wrap, wind one complete circumferential turn of tape around the shaft to completely cover the tape end. Then gradually, in two or three turns, decrease the tape overlap and work into a spiral with edges of the tape continuously butted as closely as possible to avoid gaps in coverage. On rotating shafts, two people are generally required to handle a roll of tape; one holds and feeds the tape from the roll to the second person who guides the tape onto the rotating resin coated shaft. Although the preferred method of application is to a rotating shaft, GRP can be applied to a stationary shaft. On a stationary shaft, this operation shall be accomplished with two people, one on each side of the shaft, who pass the roll of tape to each other over and under the shaft. The tape shall be carefully butted and applied with some tension so that the wrap is fairly tight, but not so tight as to pucker or distort the tape. Apply additional resin to the surface, if needed, to completely impregnate the tape. An effort shall be made to apply enough resin initially to impregnate the tape without the need to apply additional resin on top of the tape. The glass tape shall be coated uniformly and thoroughly so that good wetting of the glass fibers is obtained. After allowing time for wetting by the resin, work out entrapped air with a roller, squeegee, or other convenient method.
e. If there is a flange, start or end each ply of tape by butting as close to the flange as possible. To provide complete shaft coverage, the tape, which is spiral wound around the shaft, shall end up normal (90 degrees) to the shaft axis at both ends of the coated length. Several tape widths from the end, begin reducing the spiral angle to achieve an increasing overlap, minimize wrinkles, and end with a circumferential turn.
21
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business